Autoliv’s TWI Implementation. The article describes a case study of the implementation of the Training Within Industry TWI program in Autoliv Poland LLC Company from Jelcz-Laskowice (later referred to as Autoliv).
Autoliv Company
Autoliv Company was founded in Vårgårda in Sweden in 1953. Since its beginning Autoliv has been engaged in the production of complete safety systems for cars (Figure 1). Autoliv’s vision is to significantly reduce the amount of road accidents, injuries and deaths on roads. In order to fulfill its vision, Autoliv Company designs manufactures and markets cutting-edge security systems for vehicles. In short Autoliv is:
- A leader in the technology and sales of safety systems – with total revenue from sales equal to 9 trillion dollars.
- A supplier for all leading car manufacturers.
- A holder of 80 production plants in 29 countries, 10 technical centers in 9 countries and 21 tracks for crash tests.
- An employer who employs more than 64,000 employees, including 4,000 employees in the area of R,D, and E.
In Poland, the Autoliv Company has four manufacturing plants: two in Olawa (AEP and APT) and two in Jelcz-Laskowice (APR and APA). The factories in Jelcz-Laskowice have been producing safety belts since 2002 and airbag modules since 2010. A total of over 1500 employees are employed in Jelcz-Laskowice.
 Figure1. Autoliv Poland Company in Jelcz–Laskowice
Figure1. Autoliv Poland Company in Jelcz–Laskowice
The implementation of TWI program was launched on selected production lines of airbag modules in the APA production plant in Jelcz-Laskowice.
Why the Training Within Industry (TWI) Program?
The Training Within Industry Program (TWI) is a comprehensive program to develop the skills of forepersons, leaders, and managers in the areas of instructing employees (TWI JI), building good relations with employees (TWI JR) and improving working methods (TWI JM).
The TWI program was originally developed in the US during World War II in order to help leaders to effectively involve people in the industry, especially those who had never worked in this field before – mostly women and young people (Graupp, Wrona, 2006). Implementation of the TWI program in American industry brought tremendous benefits and contributed to the victory over Hitler’s armies. The success of the program was based on the fact that each of its methods was constructed on the basis of the PDCA cycle (Misiurek, 2016), which was developed shortly before William Edwards Deming formed the TWI program. After World War II, the TWI program was included as a major aid program in Japanese companies, and a short time later gained such respect that it not only became a method of improving productivity, but also became the culture of operations in Japanese companies. To this day it is believed that the TWI program was the foundation of the creation of the Toyota Production System and later, Lean Manufacturing (Liker, Meier, 2007).
Implementation of the TWI program in manufacturing companies corresponds with the improvement of their key performance indicators (KPIs). These include, among others: productivity, failure frequency, timeliness, quality and safety. Losses in these areas are often directly caused by human errors. According to the Lean Management method, the effective elimination of problems occurs when their root causes are eliminated. In the case of human errors, the root causes include (Misiurek, 2016):
- A lack of or poorly executed on-the-job training.
- Failure to obey job standards by employees due to their bad development.
- A lack of the process of auditing employees.
The TWI program is focused on the elimination of the root causes of human errors by providing thorough methods for effective on-the-job training, auditing and the improvement of working methods (jap. Kaizen).
Implementation of the TWI program in the Autoliv production plant in Jelcz-Laskowice aimed to eliminate specific manufacturing problems related to:
- An increase of employment (more than 300 new employees planned for 2016).
- Frequent employment of temporary workers.
- High exchange of staff between production lines.
- Slow implementation of new employees to work.
- A lack of ability to transfer the experience of employees (tricks, facilities), which corresponds with a longer implementation time of a new employee.
- A lack of telling new employees the reasons that precisely describe why work should be performed according to the agreed standard (a lack of awareness among employees).
- A lack of willingness to use instructions by experienced employees (instructions often did not reflect the real production practice).
The development of competencies in the TWI program
During the implementation of the TWI program, the development of competencies among employees who are involved in this program is the most important. Competences should be seen as a combination of three main components: knowledge, skills and responsibility.
In Autoliv the development of employee competences was based on the PDCA cycle. Training of employees (Plan Phase) aimed to build their knowledge about the TWI program. After that and through the practice of this knowledge (Do phase) employees began to acquire skills. When they obtained certification and started to independently use the methods of the TWI program, they then gained responsibility (Check phase). The last phase was to train internal experts who not only had experience in the TWI program, but were also able to teach others (Act phase). This process is shown in Figure 2.
 Figure. 2. Levels of the development of employees involved in the TWI program
Figure. 2. Levels of the development of employees involved in the TWI program
(Based on Misiurek, 2016)
Between the training phase (1) and certification (3) is the area of practicing methods (2). Often when training companies are asked to conduct training (1), they receive a goal from top management: to build the awareness and commitment of employees. This goal is not feasible! The awareness of people is only built up from the moment of licensing (3). Only after the training phase (1), a desire to use the methods and tools of Lean can arise among people. However, awareness is born when something is practiced. The TWI program usually dies in companies due to the lack of the practice phase (2). This mostly happens because people do not have objectives set before their training and do not have designated time periods to complete these objectives.
The role of top management in planning the implementation of the TWI program is crucial as the most difficult phase of employee involvement is practicing (2). This process is best explained based on the example of teaching new drivers to drive on Polish roads. A person who takes theoretical training in the training room gains level (1). When a person learns to drive a car under the guidance of a Sensei, he moves to level (2). The process of practicing can take dozens of hours, which even translates into a few months of learning! At this point the person is not allowed to drive a car independently – and in terms of a 0/1 rating, has a rating of “0”. A license (certificate) is obtained when the trainee passes a practical exam and skips to level (3). In the future, if he decides to become a trainer (in this case, driving instructor) he must then pass another exam and get a diploma, skipping to level (4).
Strategy of implementing the TWI program in the Autoliv production plant in Jelcz-Laskowice
The process of implementing the TWI program in the Autoliv production plant in Jelcz-Laskowice ran exactly on the basis of the PDCA cycle. Table 1 describes the exact scenario of this process with the key points, justification and description of the specific actions taken in Autoliv Company.
Table 1. Scheme of the implementation of the TWI program in the Autoliv production plant in Jelcz-Laskowice
| Steps of implementation | Key points | Reasons | Description of actions taken in Autoliv Company |
| 1.Planing the implementation (PLAN) | 1. Selection of the pilot area | 1. Gaining practice and learning from a dedicated process so that the subsequent implementation throughout the entire plant will be effective. | Several production lines of airbag modules, which are crucial regarding the quality and impact on the final customer, were selected for the project. |
| 2. Selection of an implementation group. | 2. People who posses extensive knowledge about work (experienced operators and leaders) should be chosen for implementation of the TWI program. Only then will standards created by them reflect the real way of working. | An implementation group with the greatest experience in the selected production lines was defined. | |
| 3. Determination of goals. | 3. It is important to define measurable goals before the practical workshop. People will then participate more consciously in the workshop. | Selected people from the implementation group received a clear goal before the workshop in the practicing phase (Do). It was the execution of standardized work instructions for specified operations. | |
| 4. Conducting the practical workshop. | 4. Theoretical and practical knowledge is passed on to participants during the workshop. In addition, standardized work instructions are created under the supervision of a TWI expert. | The practical workshop lasted for two days. During the workshop 5 standardized work instructions were developed. Each participant had the opportunity to play the role of a TWI instructor. A consultant from LeanTrix company supervised the whole process. | |
| 2. Practicing knowledge by people from the implementation group (DO) | 1. Planning time periods. | 1. People involved in the implementation of the TWI program should have time to practice skills (also when creating standardized work instructions). | A selected group of 4 experienced leaders worked on computer posts and had the necessary time to develop all the instructions regarding the selected production lines. |
| 2. Consultations with a TWI expert. | 2.Questions and inconsistencies often arise during practicing. It is important for the TWI expert to support practitioners during this process. | A LeanTrix consultant was available for the implementation group. There were numerous phone calls to precisely clarify any doubts in the area of creating standardized work instructions. | |
| 3. Licensing of people from the implementation group (CHECK) | 1. Verification of the developed instructions by a TWI expert. | 1. A correct standardized work instruction is the key to successfully carry out on-the-job training in accordance with the TWI IP method. | A LeanTrix consultant during the audit process and before on-the-job training verified, together with people from the implementation group, their developed standardized work instructions. |
| 2. Verification of the way of conducting on-the-job training by people from the implementation group. | 2. Theoretically, the TWI IP method is simple, however in practice it causes many problems. This is because it is contrary to the habits of the majority of trainers. This is why several verifications of whether leaders correctly apply the TWI IP method are important during practicing. | Each of the four people selected from the implementation group passed the practical audit on real production processes conducted by the LeanTrix consultant. In all cases, two audits were enough for practitioners to achieve TWI instructor certification. | |
| 3. Certification for a TWI Instructor | 3. It is a formal process that confirms that a person is able to develop standardized work instructions and conduct on-the-job training in accordance with the TWI IP method. | After completion of the audit, a LeanTrix consultant gave TWI instructor certificates to a group of four people selected from the implementation group. | |
| 4. Development of experts – the Train the Trainer program (ACT) | 1. Selection of a candidate for a TWI trainer. | 1. The TWI trainer is a person that is not only a practitioner in the field of the TWI IP method, but can also teach other employees (jap. Sensei). | One person was selected from the group of certified TWI instructors in order to undertake training to become a TWI trainer. |
| 2.Train-the-Trainer course | 2. The aim of the course is to teach selected TWI instructors how to teach other employees who have not yet heard about the TWI program. | During the TtT course the LeanTrix consultant, together with the selected TWI trainer candidate, developed a presentation dedicated to the company about the TWI program, practiced the way of conducting a workshop and also developed an instructional video to show during the workshop. | |
| 3. A practical workshop conducted by the candidate for a TWI trainer and a TWI expert. | 3. The role of the TWI expert is to support the TWI trainer candidate during the first practical workshop about the TWI program. | A one-day training was conducted for a group of experienced employees who did not know the TWI program in practice. The training was divided into 2 parts: a theoretical part conducted by the LeanTrix consultant and a practical part conducted by the TWI trainer candidate. | |
| 4. Certification for the TWI trainer. | 4. Certification for the TWI trainer with an obtained diploma is the result of the ability to conduct a practical workshop about the TWI program. | After conducting the workshop, the selected person received a TWI trainer diploma. It is confirmation that the TWI trainer can independently, without the support of a LeanTrix consultant, lead practical workshops about the TWI program, certify TWI instructors and support practitioners in the field of TWI. |
The benefits from the implementation of the TWI program in Autoliv Company
The TWI program has been in the process of being implemented in the APA production plant in Jelcz-Laskowice since July 2015. Currently, the program covers nearly 20% of airbag module production lines. It will ultimately be implemented comprehensively in both factories in Jelcz-Laskowice. The first actions related to the implementation of the TWI program have already been undertaken in Autoliv factories in Olawa.
The first benefit from the implementation of the TWI program can be seen in the behavior and attitude of employees to their work on trial production lines. In the TWI program, the major emphasis is on explaining key points at work and the reasons for these key points so that employees begin to understand the essence of their work. Awareness of work is crucial for employees because it has a huge impact on the elimination of human errors, which mainly occur due to a lack of knowledge. Currently, it is difficult to find an operator on trial production lines who can sufficiently answer the question: Why do you perform this operation this way? The most common reply is: Because my manager told me to.
Each employee must understand why he has to do the work in a certain way and how it affects the process and the final customer. If the employee does not remember something he can always refer to the standardized work instructions, which the TWI Instructor trained him by accordingly. We believe that this approach to training employees will in the future result in the improvement of the KPIs in the company.
Figure 3 shows how work instructions have changed due to the TWI program for an exemplary operation. They are now more transparent and understandable. In addition, they contain reasons that teach people awareness. These instructions, called standardized work instructions, are used by TWI instructors to train employees with the use of the TWI Job Instructions method.
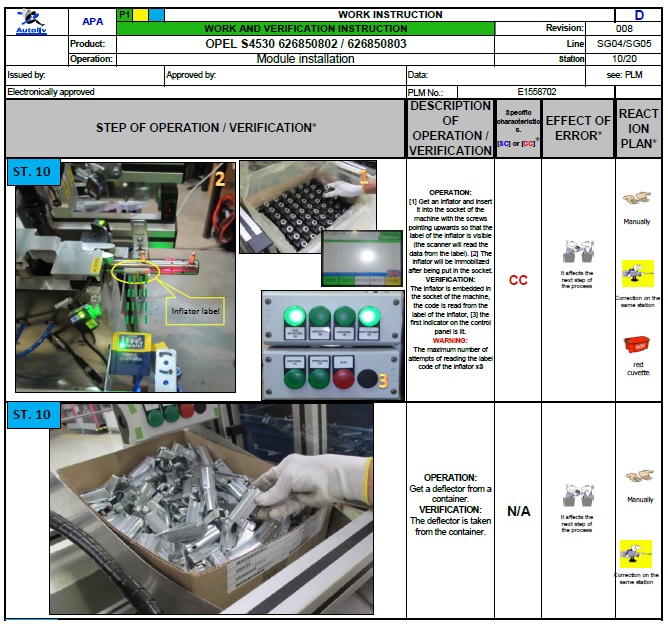
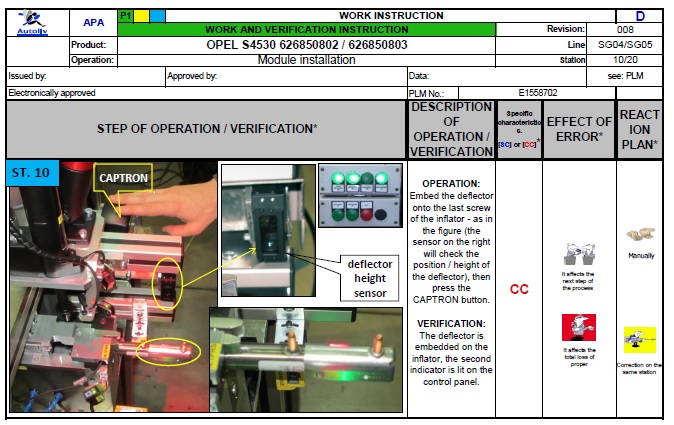
Fig. 3a. Instructions Before the implementation of the TWI Program
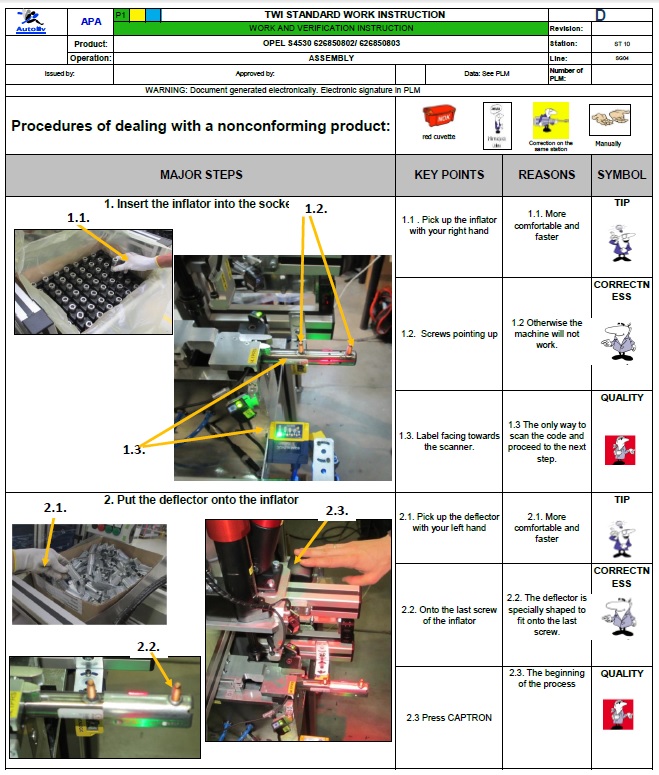
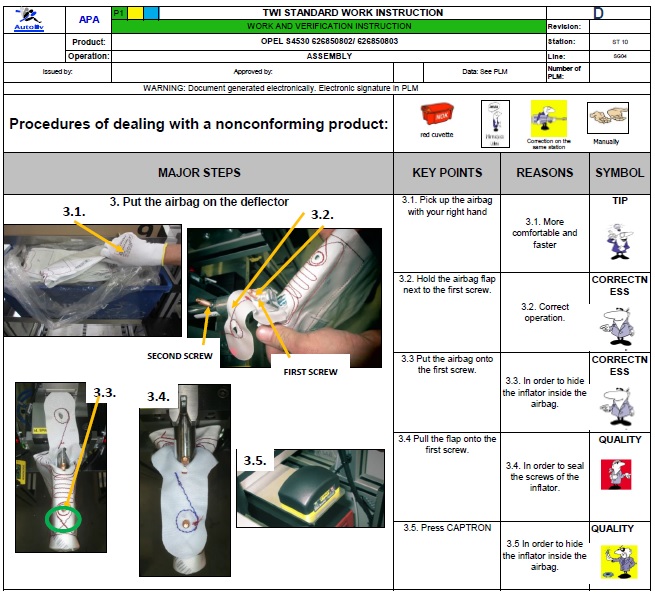
Figure 3b. Instructions After the Implementation of the TWI Program
Summary
At Autoliv, we believe that it is not the employees, but processes that should be blamed for human errors. Designing and defining processes is the responsibility of managers and leaders. These leaders must take responsibility for potential human errors. The motto of the TWI Instructing Employees method is: if an employee did not learn, it is because the teacher did not teach. This motto is a foundation for the development of competencies of employees in Autoliv Company. Respect of employees, expressed through their effective training, is one of the most important values of Autoliv Company.
Read more about KPIs for TWI program
References:
- Graupp P., Wrona R.J., 2006, The TWI Workbook: Essential Skills for Supervisors, Productivity Press.
- Liker J., Meier D., 2007, Toyota Talent: Developing Your People the Toyota Way, McGraw-Hill Education.
- Misiurek B., 2016, Standardized Work with TWI: Eliminating Human Errors in Production and Service Processes, Productivity Press.

Head of Production at Autoliv Poland Company. Associated with Autoliv Corporation for over 10 years.

Dr. Bartosz Misiurek is a co-founder of a few start-ups like Leantrix, Lean Community, Leancoin, etwi, Lean Global Consulting, Sallar. He is a CEO at LeanTrix Ltd., Leancoin Ltd, Do Lean IT OU, and a Member of the Board at Astral Hodling OU. Author of the book “Standardized Work with TWI: Eliminating Human Errors in Production and Service Processes.” He works as Sr Manager and TWI Global Coach at Automotive Company.